










Linia produkcyjna do zbrojeń Digima W0194Z
W pełni automatyczna spawarka do siatek drucianych
| Lp. | Opis | Ilość |
|---|---|---|
| 1 | System prostowania drutu wzdłużnego | 1 zestaw |
| 2 | System prostowania drutu w kierunku szerokościowym | 1 zestaw |
| 3 | System podawania drutu wzdłużnego | 1 zestaw |
| 4 | System magazynowania drutu wzdłużnego | 1 zestaw |
| 5 | System prostowania drutu Longitude | 1 zestaw |
| 6 | Spawarka do siatki drucianej | 1 zestaw |
| 7 | System naciągania siatki | 1 zestaw |
| 8 | Maszyna do cięcia siatki | 1 zestaw |
| 9 | System siatek do układania w stosy | 1 zestaw |
| 10 | System siatek rolkowych | 28M |
| 11 | W pełni automatyczny system podawania drutu wzdłużnego | 1 zestaw |
| 12 | Automatyczna maszyna do prostowania i cięcia drutu | 1 zestaw |
| 13 | Spawarka doczołowa | 1 zestaw |
| 14 | Wieża ciśnień z funkcją chłodzenia | 1 zestaw |
| 15 | W tym kable od sprzętu spawalniczego do szaf sterowniczych. Kable od transformatora fabrycznego do szafy sterowniczej. Szafki sterownicze powinny być dostarczone przez kupującego. | |
Wymagania dotyczące zasilania
W przypadku stosowania jednokrotnego spawania moc zasilania powinna wynosić co najmniej 1000 kVA.
Wymagania dotyczące ciśnienia powietrza
Wydajność sprężarki powietrza powinna wynosić co najmniej 6 m3/min, a znamionowe ciśnienie wylotowe powinno wynosić co najmniej 0,8 MPa. Obok urządzenia spawalniczego należy umieścić zbiornik powietrza o pojemności co najmniej 1 m3i ciśnieniu 0,9 MPa. W0194Z Linia produkcyjna 960 000 PLN NETTO
Wydajność sprężarki powietrza powinna wynosić nie mniej niż 4 m3 /min, a jej znamionowe ciśnienie wylotowe
Ciśnienie nie powinno być niższe niż 0,8 MPa. Zbiornik gazu powinien być umieszczony obok urządzenia spawalniczego, a jego pojemność nie powinna być mniejsza niż 1 m³ , a ciśnienie powinno wynosić 0,9 MPa.
Wymagania dotyczące źródła wody Zaleca się zastosowanie cyrkulacyjnego systemu chłodzenia, pojemność zbiornika nie mniejsza niż 10m3 ,wysokość podnoszenia pompy około 15 m, natężenie przepływu większe niż 250 l/min.
Wymagania dotyczące siły roboczej: Łącznie: 4 osoby, jedna do obsługi sterownika, jedna do podawania drutu, dwie pozostałe do okresowego wyładowywania arkuszy.
Wymagania dotyczące terenu: Wymiary maszyny: 65 m (dł.) × 8 m (szer.) × 3 m (wys.), potrzebna jest dodatkowa powierzchnia na drut i gotową siatkę.
| Średnica | Materiały (g/m) | Prędkość (min⁻¹) | Wydajność (kg/min) | Wydajność (t/h) |
|---|---|---|---|---|
| Ø5 | 154 | 50 | 37 | 2,22 |
| Ø6 | 222 | 45 | 48 | 2,88 |
| Ø8 | 394 | 40 | 75 | 4,5 |
| Ø10 | 616 | 35 | 103 | 6,1 |
| Ø12 | 888 | 30 | 128 | 7,5 |
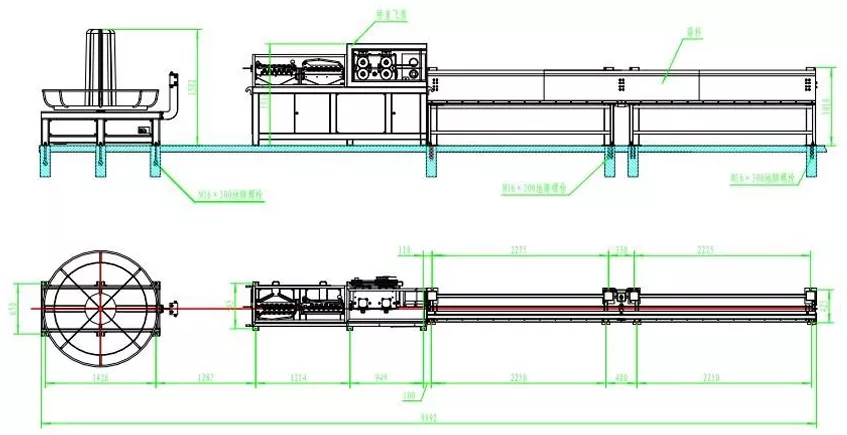
1. Układ pełnej linii produkcyjnej

2. Lista urządzeń .1 Odwijarka drutu

Odwijacze drutu (druty liniowe z cewki/obciążenie dla każdego z nich: 2000 kg)
Średnica wewnętrzna (ID): 388-768 mm l
Średnica zewnętrzna (OD): 1400 mm
Cewki drutu stalowego: 2000 kg
Waga każdego odwijaka: 750 kg Wymiary całkowite: 1,6 m × 1,6 m × 2,2 m (długość × szerokość × wysokość).
2.2 Urządzenie do prostowania i podawania drutu liniowego
Urządzenie do prostowania i podawania drutu liniowego Urządzenie do prostowania drutu liniowego znajduje się pomiędzy cewką ładującą a regałem magazynowym. Służy do prostowania drutu liniowego przed spawaniem oraz do prostowania drutu liniowego wysyłanego z regału magazynowego. Urządzenie do prostowania i podawania drutu składa się z urządzenia prowadzącego, urządzenia do prostowania w pionie, urządzenia do prostowania w poziomie, urządzenia pneumatycznego, urządzenia dociskowego i urządzenia napędowego. Cewka ładująca wysyła drut liniowy oddzielnie przez prowadnicę urządzenia prowadzącego, aby położenie i kierunek drutu liniowego odpowiadały odpowiednio linii środkowej pionowego urządzenia prostującego, poziomego urządzenia prostującego, urządzeń Pionowe urządzenie prostujące składa się z 30 grup kół prostujących, z których każda składa się ze stałej ramy koła i ruchomej ramy koła, przy czym stała rama koła znajduje się powyżej, a ruchoma rama koła poniżej. 30 grup ruchomych ram kół centralnie steruje podnoszeniem za pomocą jednostki ukośnej. Podczas opuszczania jest to wygodne do zwijania, a podczas podnoszenia należy mocno docisnąć wzmocnioną belkę, aby uzyskać efekt prostowania. Siła docisku potrzebna do uzyskania efektu prostowania nie wymaga zbyt dużej siły pociągowej, co pozwala ograniczyć niepotrzebne uszkodzenia maszyn i zużycie energii. Urządzenie do prostowania poziomego składa się z 3 rzędów rolek stałych i 2 rzędów rolek ruchomych, każdy rząd zawiera 30 kół prostujących, umożliwiających scentralizowane sterowanie rolkami ruchomymi, zbliżanie i oddalanie rolek stałych, co ułatwia wprowadzanie drutu, a przy zbliżeniu dociska pręty zbrojeniowe w celu uzyskania efektu prostowania. Siła docisku powinna być taka, aby uzyskać efekt prostowania bez konieczności stosowania zbyt dużej siły uciągu. Część podająca składa się z urządzenia dociskowego, urządzenia pneumatycznego, urządzenia rolkowego i urządzenia napędowego podającego. Część podająca zapewnia trakcję części prostującej i sprawia, że prostowana pręt zbrojeniowy do regału magazynowego. Silnik za pośrednictwem reduktora przekazuje moc do koła napędowego, drut znajduje się pomiędzy kołem napędowym a kołem dociskowym, po zwiększeniu siły cylindra za pomocą dźwigni koło dociskowe wywiera wystarczający nacisk na drut na koło napędowe, wytwarzając wystarczającą siłę, aby pokonać opór prostowania i opór podawania.
Ciśnienie robocze cylindra wynosi 0,3~0,7MP, moc silnika napędowego 5,5KW. Praca cylindra jest kontrolowana przez szafy sterownicze.
Wszystkie konstrukcje stalowe są utwardzane za pomocą obróbki cieplnej


Urządzenia do prostowania drutu liniowego.
Średnica drutu: Ø 5 mm – Ø 12 mm.
Możliwość zmiany średnicy drutu bez konieczności wymiany rolek prostujących.
Wymiary całkowite: 2,8 m × 3,2 m × 1,2 m (długość × szerokość × wysokość),
Waga: 7000 kg
2.3 System podawania drutu liniowego

W sumie 30 zestawów systemu naciągania drutu liniowego
Każdy zestaw może być sterowany oddzielnie
Wszystkie elementy pneumatyczne akumulatora wykorzystują markowe systemy, co ułatwia ich wymianę i konserwację.
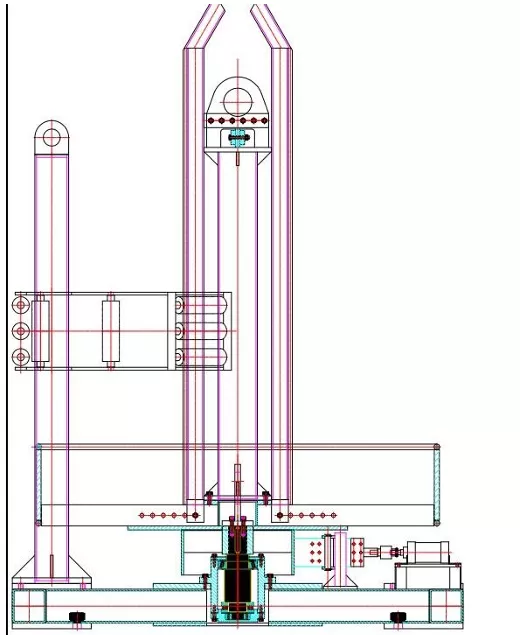
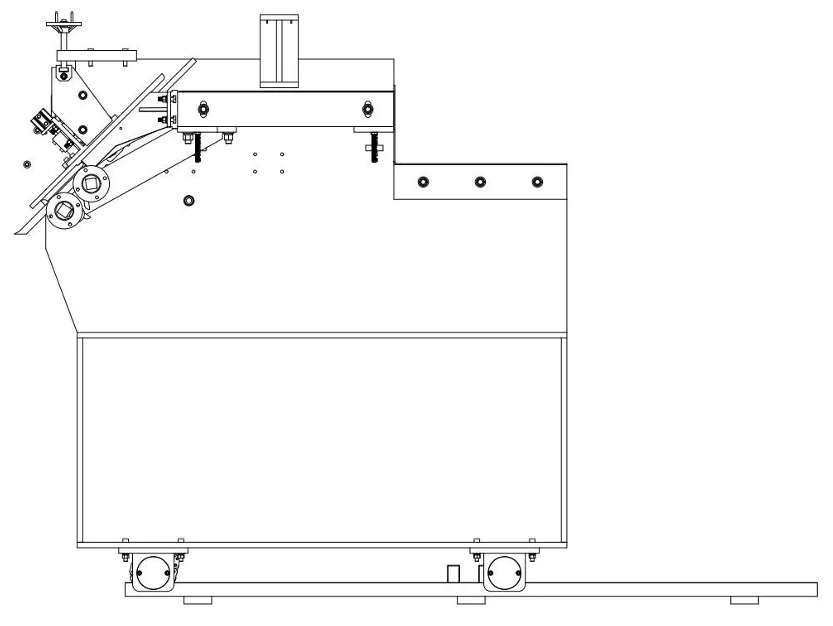
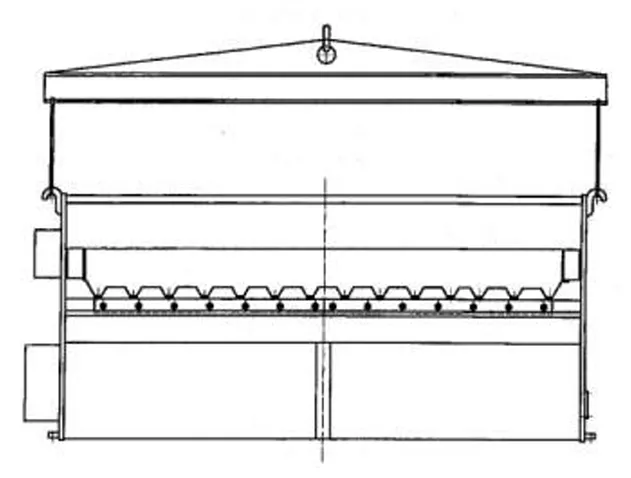
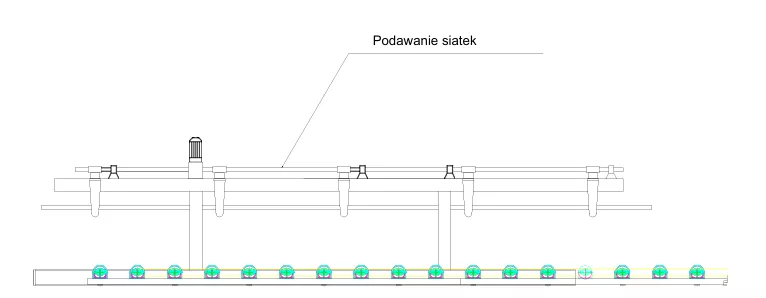
2.5 Urządzenie do podawania drutu poprzecznego
Mechanizm wycinania drutu poprzecznego jest zainstalowany nad systemem wyciągania siatki, który składa się z pierwszego magazynu drutu poprzecznego, platformy do układania materiału poprzecznego, mechanizmu rozgałęziania i usuwania. Ruch rozgałęziania i usuwania jest wykonywany przez siłownik pneumatyczny, działający zgodnie z ustalonym programem. Mechanizm wycinania prętów poprzecznych jest główną częścią spawarki, a prędkość rozgałęziania prętów poprzecznych i płynność rozgałęziania są kluczowymi czynnikami wpływającymi na prędkość spawania spawarki.
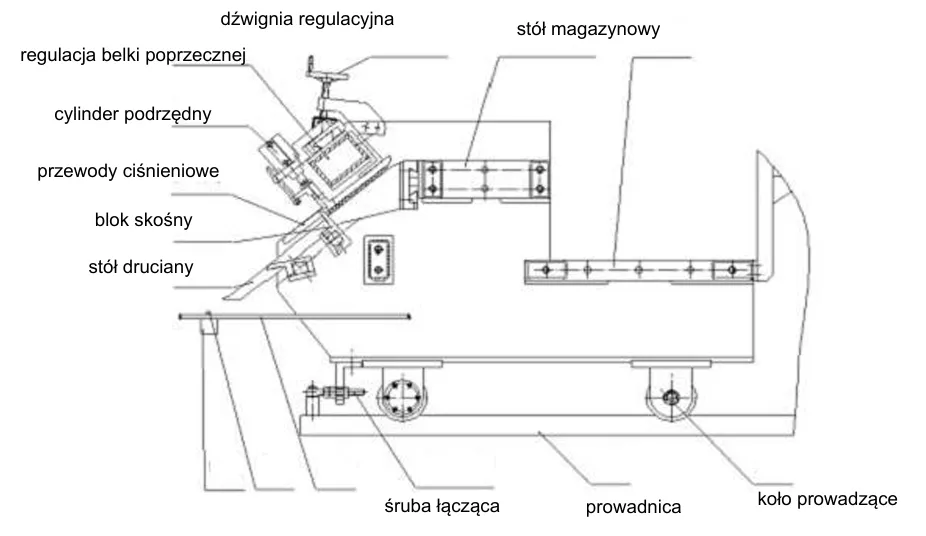
System podawania i magazynowania prętów poprzecznych


Pręty poprzeczne przechowywane na platformie magazynowej są ułożone w pochyłej rynnie ślizgowej, wzdłuż której umieszczono grupy igieł rozdzielających. Dwie grupy igieł rozdzielających są sterowane przez siłownik rozdzielający i poruszają się w górę i w dół wzdłuż normalnego kierunku rynny ślizgowej. Zgodnie z ustawioną procedurą siłowniki współpracują ze sobą, aby zapewnić dokładne rozdzielanie prętów poprzecznych.
Położenie linii dociskowej i igieł rozgałęziających należy wyregulować podczas pierwszego spawania. Regulacja linii dociskowej polega na poluzowaniu linii dociskowej i wyregulowaniu śruby mocującej belki. Należy wyregulować odległość między linią dociskową a stojakiem do wykrawania, tak aby była ona o 1-2 mm większa niż średnica poprzecznej belki, która będzie spawana, i należy pamiętać, że odległość między linią dociskową a stojakiem do wykrawania powinna być taka sama na górze i na dole, nie można dopuścić do sytuacji, w której odległość ta jest większa na górze i mniejsza na dole lub mniejsza na górze i większa na dole, a następnie należy dokręcić śrubę.
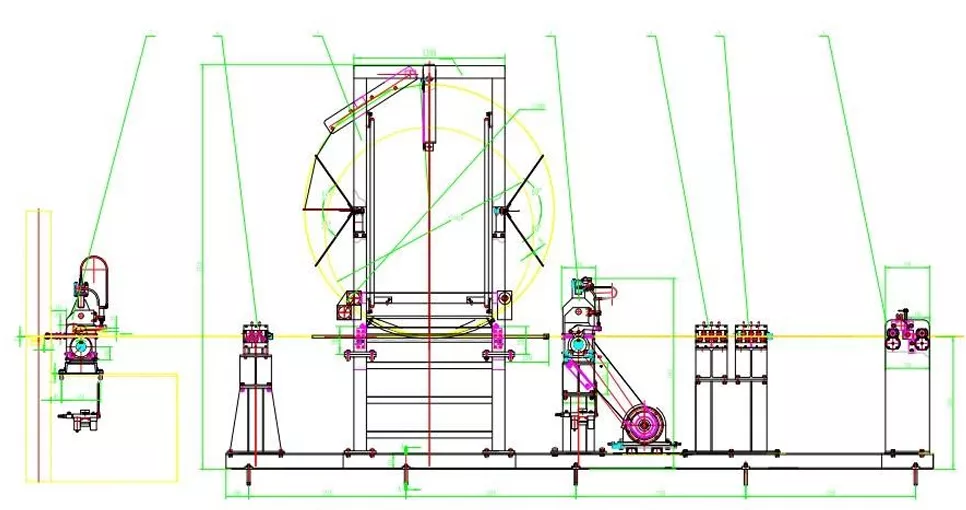
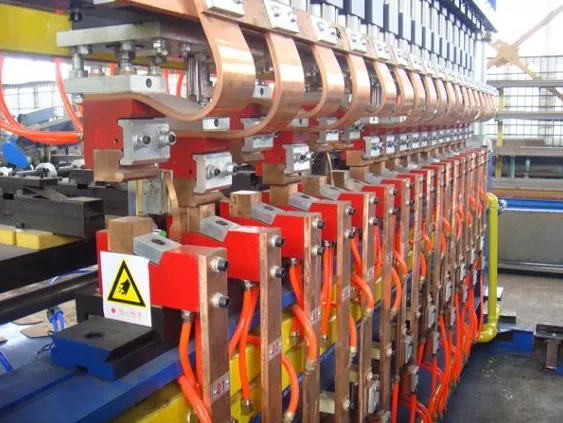
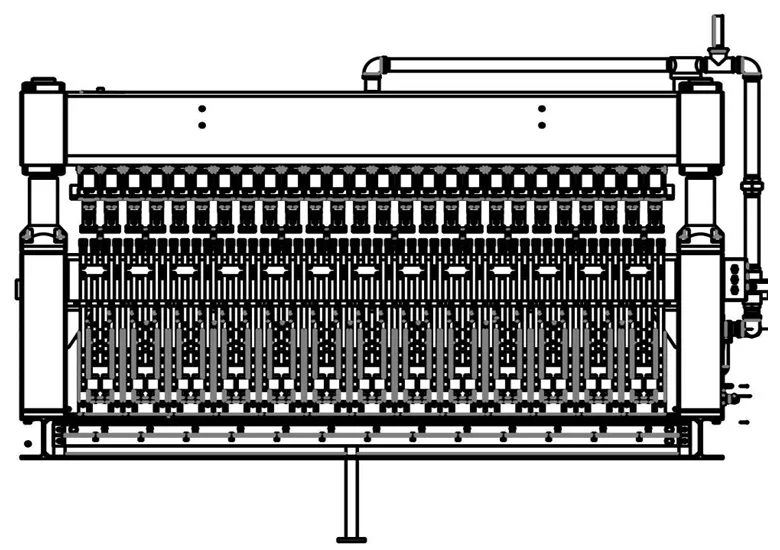
2.6 System spawania

Widok z boku
Widok z tyłu
| Średnica | 100×100 | 100×150 | 100×200 | 200×200 | 200×150 | 200×100 |
|---|---|---|---|---|---|---|
| Φ 5 | 2263,8 kg/h | 2841,3 kg/h | 3418,8 kg/h | 2310 kg/h | 2009,7 kg/h | 1709,4 kg/h |
| Φ 6 | 2937,06 kg/h | 3686,34 kg/h | 4435,56 kg/h | 2997 kg/h | 2607,42 kg/h | 2217,78 kg/h |
| Φ 8 | 4633,44 kg/h | 5815,44 kg/h | 6997,44 kg/h | 4728 kg/h | 4113,36 kg/h | 3498,72 kg/h |
| Φ 10 | 6338,64 kg/h | 7955,64 kg/h | 9572,64 kg/h | 6468 kg/h | 5627,1 kg/h | 4786,32 kg/h |
| Φ 12 | 7832,16 kg/h | 9830,16 kg/h | 11828,16 kg/h | 7992 kg/h | 6953,04 kg/h | 5914,08 kg/h |
Odstęp między drutami: 100*100 mm, można regulować zgodnie z wymaganiami.
Spawarka do siatki drucianej z bezstopniową regulacją rozstawu drutu poprzecznego i podłużnego, rozstaw drutu podłużnego regulowany ręcznie; rozstaw drutu poprzecznego regulowany za pomocą elektrycznej szafki sterowniczej.
System spawania jest przeznaczony do drutu gładkiego i żebrowanego.
| Parametr | Wartość |
|---|---|
| Maks. szerokość siatki (długość drutu poprzecznego) | 3000 mm |
| Rozstaw przewodów | 100 mm, dowolnie programowalny odstęp |
| Rozstaw drutu poprzecznego | 100 × 100 mm, 150 × 150 mm, 200 × 200 mm |
| Średnica drutu liniowego i podawanie | Φ5–Φ12 mm, z cewki |
| Średnica drutu poprzecznego i podawanie | Φ5–Φ12 mm, PRECUT |
| Ilość transformatorów | 15 × 125 kVA |
| Maks. prędkość spawania | 60–70 składów/min |
| Zużycie powietrza | ≥0,8 MPa, 2 m³/min |
| Zużycie wody chłodzącej | ≥0,3 MPa, 3 m³/min |
| Całkowite wymiary maszyny | 4,1 × 1,2 × 2,5 m (dł. × szer. × wys.) |
| Wymagania dotyczące sprężarki powietrza | Min. 0,7 MPa, 4 m³/min |
| Wymagania dotyczące wody chłodzącej | Min. 0,2 MPa, 2 m³/min |
| Całkowita waga maszyny | 7000 kg |
| Parametr | Wartość |
|---|---|
| Liczba transformatorów spawalniczych | 12 |
| Liczba cylindrów pneumatycznych (prasa spawalnicza) | 12 |
| Liczba elektrod | 24 |
| Moc elektryczna transformatora spawalniczego | 15 × 125 kVA, 380 V / 50 Hz / 3 fazy |
| Zużycie sprężonego powietrza | ≥4 m³/min |

Niemiecka jednostka sterująca Siemens 1
jednostka serwosterowania PLC i
wyświetlacz firmy Simens
Inne komponenty elektryczne firmy OMRON
Język sterowania: angielski, z ekranem dotykowym
2.9 Maszyna do cięcia siatki

| Parametr | Wartość |
|---|---|
| Prędkość cięcia | 50 razy/min |
| Zdolność cięcia | 12 mm + 12 mm |
| Cięcie siatki | automatyczne |
| Szerokość cięcia siatki | 2500 mm |
| Typ cięcia siatki | mechaniczne |
| Wymiary całkowite | 3,2 × 1 × 1,6 m (dł. × szer. × wys.) |
| Waga | 5000 kg |
2.10 Stół do zbierania arkuszu

| Parametr | Wartość |
|---|---|
| Maksymalna długość arkusza | 14000 mm |
| Maksymalna waga arkusza | 1000 kg |
| Typ przesuwu | pneumatyczny |
2.11 Stół przesuwny z siatką


| Parametr | Wartość |
|---|---|
| Ruchomy stół siatkowy – długość | 28 m × 2,4 m |
| Średnica rolki | 120 mm |
| Silnik | 5,5 kW |
| Waga | 5 ton |
| Wymiary całkowite | 24 × 3,2 × 2,2 m (dł. × szer. × wys.) |
| Nr | Nazwa | Ilość |
|---|---|---|
| 1 | Tłok opadający drutu | 1 |
| 2 | Tłok rozproszony | 1 |
| 3 | Zawór elektromagnetyczny 1 | 1 |
| 4 | Zawór elektromagnetyczny 2 | 1 |
| 5 | Przełącznik | 1 |
| 6 | Szybki bezpiecznik | 2 |
| 7 | Zawór wodny | 1 |
| 8 | Mikroprzełącznik | 1 |
| 9 | Przełącznik dotykowy | 1 |
| 10 | Przełącznik kluczykowy | 5 |
| 11 | Okrągły magnes | 5 |
| 12 | Klips fosforowy | 5 |
| 13 | Elektroda | 6 |
| 14 | Górna elektroda / miedziana taśma | 2 |
| 15 | Miedziany pasek transformatora | 2 |
| 16 | Metr kwadratowy | 1 |
| 17 | Metr kwadratowy 2 | 1 |
| 18 | Szybkie połączenie | 1 |
| 19 | Szybkie połączenie 2 | 1 |
| 20 | Szybkie połączenie 3 | 1 |
| 21 | Szybkie połączenie 1/4” | 1 |
| 22 | 1/8” | 1 |
| 23 | Olej | 1 |
| 24 | Karta elektroniczna | 1 |
2.12 Wysokowydajna maszyna do prostowania i cięcia drutu
Szybka maszyna do prostowania i cięcia nadaje się do cięcia i prostowania drutu w kręgach, prętów walcowanych na gorąco, stali walcowanej na zimno z żebrowaniem, nie powoduje zarysowań żebrowania, charakteryzuje się niewielką tolerancją cięcia, dobrą prostoliniowością, łatwą obsługą i wysoką wydajnością. Maszyna składa się głównie z odwijaka, prostownicy (podwójna trakcja, napęd łańcuchowy), przecinarki z kołem latającym, szafy elektrycznej i 12-metrowego stojaka zbiorczego.
Średnica drutu żebrowanego: 5-12 mm Materiał: pręty stalowe walcowane na gorąco HRB335; drut zniekształcony i gładki Prędkość: maks. 160 m/min Długość cięcia: 1-12 m Tolerancja prostowania: ≤2 mm/m Tolerancja długości cięcia: ≤2 mm z przybliżonym przełącznikiem Całkowita moc: 22 kW
v

Szybka maszyna do prostowania i cięcia nadaje się do cięcia i prostowania drutu w kręgach, prętów walcowanych na gorąco, stali walcowanej na zimno z żebrowaniem, nie powoduje zarysowań żebrowania, charakteryzuje się niewielką tolerancją cięcia, dobrą prostoliniowością, łatwą obsługą i wysoką wydajnością. Maszyna składa się głównie z odwijaka, prostownicy (podwójna trakcja, napęd łańcuchowy), przecinarki z kołem latającym, szafy elektrycznej i 12-metrowego stojaka zbiorczego.
| Parametr | Wartość |
|---|---|
| Średnica drutu żebrowanego | 5–12 mm |
| Materiał | pręty stalowe walcowane na gorąco HRB335; drut zniekształcony i gładki |
| Prędkość | maks. 160 m/min |
| Długość cięcia | 1–12 m |
| Tolerancja prostowania | ≤2 mm/m |
| Tolerancja długości cięcia | ≤2 mm |
| Całkowita moc | 22 kW |
| Całkowita waga | 3500 kg |
| Wymiary maszyny | 17 × 2 × 2 m (dł. × szer. × wys.) |
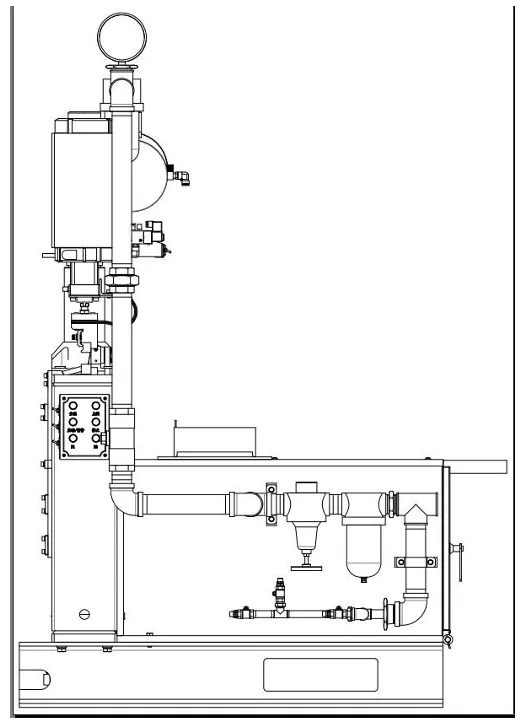
Wieża chłodnicza
| Parametr | Wartość |
|---|---|
| Urządzenie | Sprężarka powietrza |
| Model | LG-6/7 |
| Ciśnienie wylotowe | 0,7 MPa |
| Moc na wale | 6,0 kW |
| Wydajność | 36,0 m³/min |
| Moc silnika elektrycznego | 37 kW |
| Prędkość obrotowa | 1050 obr/min |
| Waga | 4300 kg |
| Wymiary zewnętrzne | 1300 × 1100 × 1660 mm |