











Stempel Digima do prasy krawędziowej AMADA 800x120x26 2 seg L= 1600mm 63T

Stempel Digima do prasy krawędziowej TYP AMADA 800x120x26 2 segmenty o L=1600mm, nacisk 63T
Prezentujemy profesjonalny stempel górny marki Digima, przeznaczony do pracy na prasach krawędziowych o dużym nacisku (do 63 ton) wyposażonych w system mocowania Amada. Narzędzie to zostało zaprojektowane z myślą o procesach wymagających wysokiej precyzji oraz trwałości przy intensywnym użytkowaniu przemysłowym. Stempel wykonany jest z wysokogatunkowej stali narzędziowej T8A, która zapewnia doskonałą odporność na odkształcenia oraz pękanie pod obciążeniem.
Kluczowym procesem technologicznym zastosowanym w tym modelu jest hartowanie indukcyjne wysokiej częstotliwości krawędzi roboczej, co pozwoliło uzyskać twardość na poziomie HRC 45 plus minus 2 stopnie. Taka twardość gwarantuje, że nosek stempla zachowa swoją geometrię przez bardzo długi czas, co przekłada się na powtarzalność kąta gięcia oraz brak konieczności częstego serwisowania narzędzia. Zestaw składa się z dwóch segmentów o długości 800 mm każdy, co łącznie daje 1600 mm długości roboczej. Precyzyjne szlifowanie powierzchni stykowych sprawia, że błąd na złączach segmentów nie przekracza 0,05 mm, co umożliwia uzyskanie jednolitej linii gięcia na całej szerokości obrabianej blachy.
Pasuje do prasy PBH-63x1600 i innych o tych wymiarach

Pełna specyfikacja techniczna i parametry konstrukcyjne
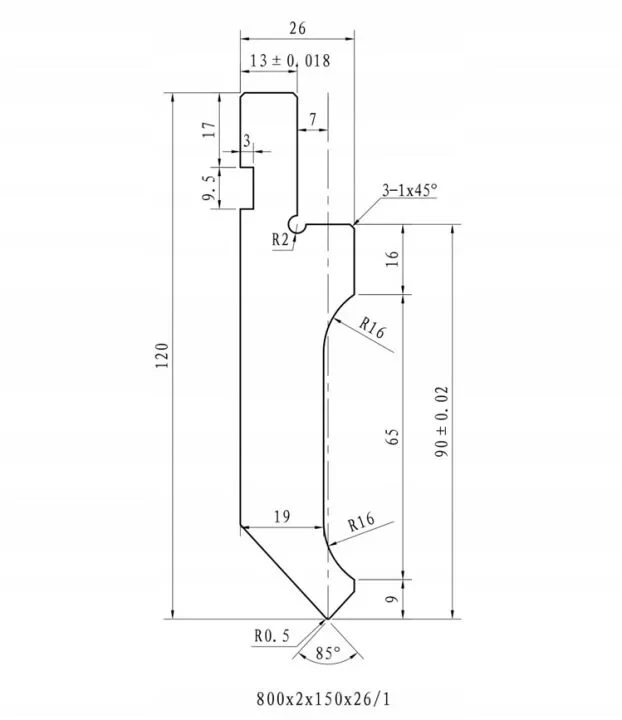
Poniżej znajduje się kompletne zestawienie parametrów technicznych stempla oraz matrycy, opracowane na podstawie rysunku projektowego:
Wymiary geometryczne i robocze:
- Wysokość całkowita narzędzia: 120 milimetrów.
- Wysokość funkcjonalna (od płaszczyzny bazowej do osi gięcia): 90 plus minus 0,02 milimetra.
- Szerokość całkowita stempla: 26 milimetrów.
- Szerokość korpusu w sekcji roboczej: 19 milimetrów.
- Kąt ostrza stempla: 85 stopni.
- Promień zaokrąglenia noska roboczego: R 0,5 milimetra.
Parametry mocowania i profilu:
- Wymiar standardowego mocowania górnego: 13 plus minus 0,018 milimetra.
- Wymiary gniazda zabezpieczającego: wysokość 9,5 milimetra przy głębokości podcięcia równej 3 milimetry.
- Pozycjonowanie gniazda: odległość 17 milimetrów od górnej krawędzi stempla oraz przesunięcie osiowe wynoszące 7 milimetrów.
- Promienie konstrukcyjne: łuk przy gnieździe R 2 oraz łuki profilu korpusu o promieniu R 16.
- Fazowanie krawędzi: fazowanie typu 1 na 45 stopni wykonane w trzech punktach profilu.
- Wysokości sekcji profilu: górny odcinek prosty o wysokości 16 milimetrów, sekcja boczna profilu o długości 65 milimetrów oraz stopka dolna o wysokości 9 milimetrów.

Standardy wykonania i tolerancje:
- Obróbka cieplna: hartowanie wysoką częstotliwością ostrza do twardości HRC 45 plus minus 2 stopnie.
- Dokładność połączeń: błąd na złączach segmentów przy pracy w zestawie nie przekracza 0,05 milimetra.
- Tolerancje geometryczne: błąd równoległości oraz prostopadłości narzędzia utrzymany w granicach poniżej lub równych 0,05 milimetra.
- Wykończenie krawędzi czołowych: wszystkie krawędzie na stykach sekcji, poza krawędzią tnącą, posiadają zaokrąglenie o promieniu R 0,5 milimetra.
- Konfiguracja zestawu: długość całkowita realizowana przez 2 segmenty po 800 milimetrów każdy.
*zdjęcia mają charakter poglądowy, a zdjęcie główne ukazuje sam kształt narzędzia w przekroju jak na rysunku technicznym, bez długości), natomiast z boku zdjęcie przedstawia przykładową wizualizację takiego segmentu w rzeczywistości