











Stempel Digima do prasy krawędziowej AMADA 500x120x26 5 seg L= 2500mm 63T

Stempel Digima do prasy krawędziowej TYP AMADA 500x120x26 5 segmentów o L=2500mm, nacisk 63T
Prezentujemy profesjonalny stempel górny marki Digima, zaprojektowany z myślą o najbardziej wymagających operacjach gięcia na prasach krawędziowych pracujących w systemie mocowania Amada. Narzędzie to jest dedykowane do maszyn o nacisku do 63 ton, co czyni je idealnym wyborem dla zakładów produkcyjnych stawiających na najwyższą wydajność oraz precyzję wykonania. Stempel został wykonany z wysokogatunkowej stali narzędziowej T8A, która charakteryzuje się doskonałą udarnością oraz stabilnością wymiarową nawet przy intensywnej, wielozmianowej eksploatacji.
Narzędzie składa się z pięciu precyzyjnie wykonanych segmentów o długości 500 mm każdy, co pozwala na uzyskanie łącznej linii gięcia wynoszącej 2500 mm. Kluczowym elementem podnoszącym żywotność stempla jest proces wysokoczęstotliwościowego hartowania indukcyjnego krawędzi roboczej, dzięki któremu uzyskano twardość na poziomie HRC 45 plus minus 2 stopnie. Gwarantuje to wyjątkową odporność ostrza na tępienie i odkształcenia, co bezpośrednio przekłada się na powtarzalność kąta gięcia oraz wysoką jakość wykończenia detali bez śladów na materiale. Precyzyjnie szlifowany nosek o kącie 85 stopni umożliwia realizację gięć o wysokiej dokładności, przy zachowaniu pełnej kontroli nad procesem formowania blachy.
Pasuje do prasy PBH-63x2500 i innych o tych wymiarach

Pełna specyfikacja techniczna i parametry konstrukcyjne
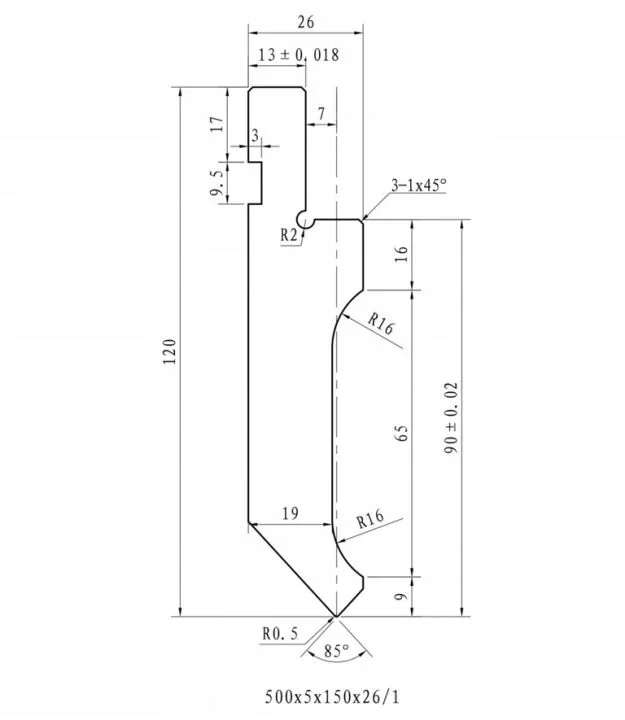
Poniżej znajduje się kompletne zestawienie parametrów technicznych stempla oraz matrycy, opracowane na podstawie rysunku projektowego:
Wymiary geometryczne i robocze:
- Wysokość całkowita narzędzia: 120 milimetrów.
- Wysokość funkcjonalna (od płaszczyzny bazowej do osi gięcia): 90 plus minus 0,02 milimetra.
- Szerokość całkowita stempla: 26 milimetrów.
- Szerokość korpusu w sekcji roboczej: 19 milimetrów.
- Kąt ostrza stempla: 85 stopni.
- Promień zaokrąglenia noska roboczego: R 0,5 milimetra.
Parametry mocowania i profilu:
- Wymiar standardowego mocowania górnego: 13 plus minus 0,018 milimetra.
- Wymiary gniazda zabezpieczającego: wysokość 9,5 milimetra przy głębokości podcięcia równej 3 milimetry.
- Pozycjonowanie gniazda: odległość 17 milimetrów od górnej krawędzi stempla oraz przesunięcie osiowe wynoszące 7 milimetrów.
- Promienie konstrukcyjne: łuk przy gnieździe o promieniu R 2 oraz łuki profilu korpusu o promieniu R 16.
- Fazowanie krawędzi: fazowanie typu 1 na 45 stopni wykonane w trzech punktach profilu.
- Wysokości sekcji profilu: górny odcinek prosty o wysokości 16 milimetrów , sekcja boczna profilu o długości 65 milimetrów oraz stopka dolna o wysokości 9 milimetrów.

Standardy wykonania i tolerancje:
- Obróbka cieplna: hartowanie wysoką częstotliwością ostrza do twardości HRC 45 plus minus 2 stopnie.
- Dokładność połączeń: błąd na złączach segmentów przy pracy w zestawie (wymienność grupowa) jest poniżej lub równy 0,05 milimetra.
- Tolerancje geometryczne: błąd równoległości oraz prostopadłości narzędzia utrzymany w granicach poniżej lub równych 0,05 milimetra.
- Wykończenie krawędzi czołowych: wszystkie krawędzie na stykach sekcji, poza krawędzią tnącą, posiadają zaokrąglenie o promieniu R 0,5 milimetra.
- Konfiguracja zestawu: długość całkowita 2000 mm realizowana przez 4 segmenty po 500 milimetrów każdy.
*zdjęcia mają charakter poglądowy, a zdjęcie główne ukazuje sam kształt narzędzia w przekroju jak na rysunku technicznym, bez długości), natomiast z boku zdjęcie przedstawia przykładową wizualizację takiego segmentu w rzeczywistości